联系我们
电话Tel
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
华菱立方氮化硼刀具加工风电轴承效率提升150%?
来源:http://www.hlcbn.cn | 作者:华菱超硬 | 发布时间:23-09-26 | 次浏览
华菱PCBN刀具在风电轴承车加工领域取得了显著成就:
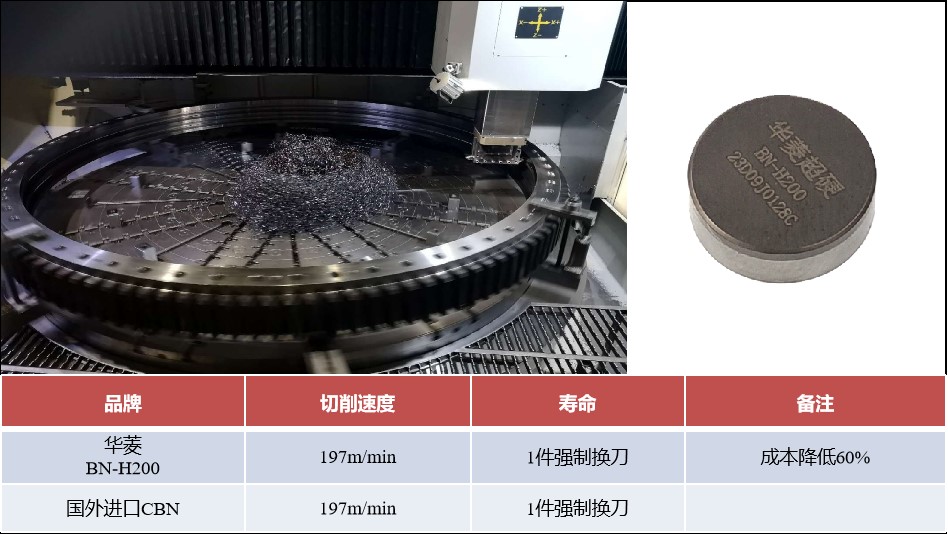
(1)风电轴承外环加工案例:同样加工直径为2750mm的外环,其加工痛点在于有1-1.5mm的大切深,并且油槽油孔属于强断续切削。客户之前使用的进口PCBN刀片耐磨性不足,尺寸超差,加工1件产品就必须强制换刀。华菱推荐使用BN-H200 PCBN刀具后,高耐磨性和较强的抗冲击性能帮助客户降低了60%的成本。

(2)风电轴承内环加工案例:加工的部位是内环沟道粗车,加工直径达到2750mm。该轴承的材质主要是42CrMo4,硬度高达HRC58-63。客户原先采用的CBN刀片不耐磨,导致加工至下沟道部位时压力角尺寸超差,粗糙度超差,并且工件表面有划痕。华菱为客户推荐使用了BN-H200 RNGN090300的PCBN刀片,并对加工参数进行了调整。BN-H200材质CBN刀片良好的耐磨性面对客户的痛点不治而愈,迎刃而解。
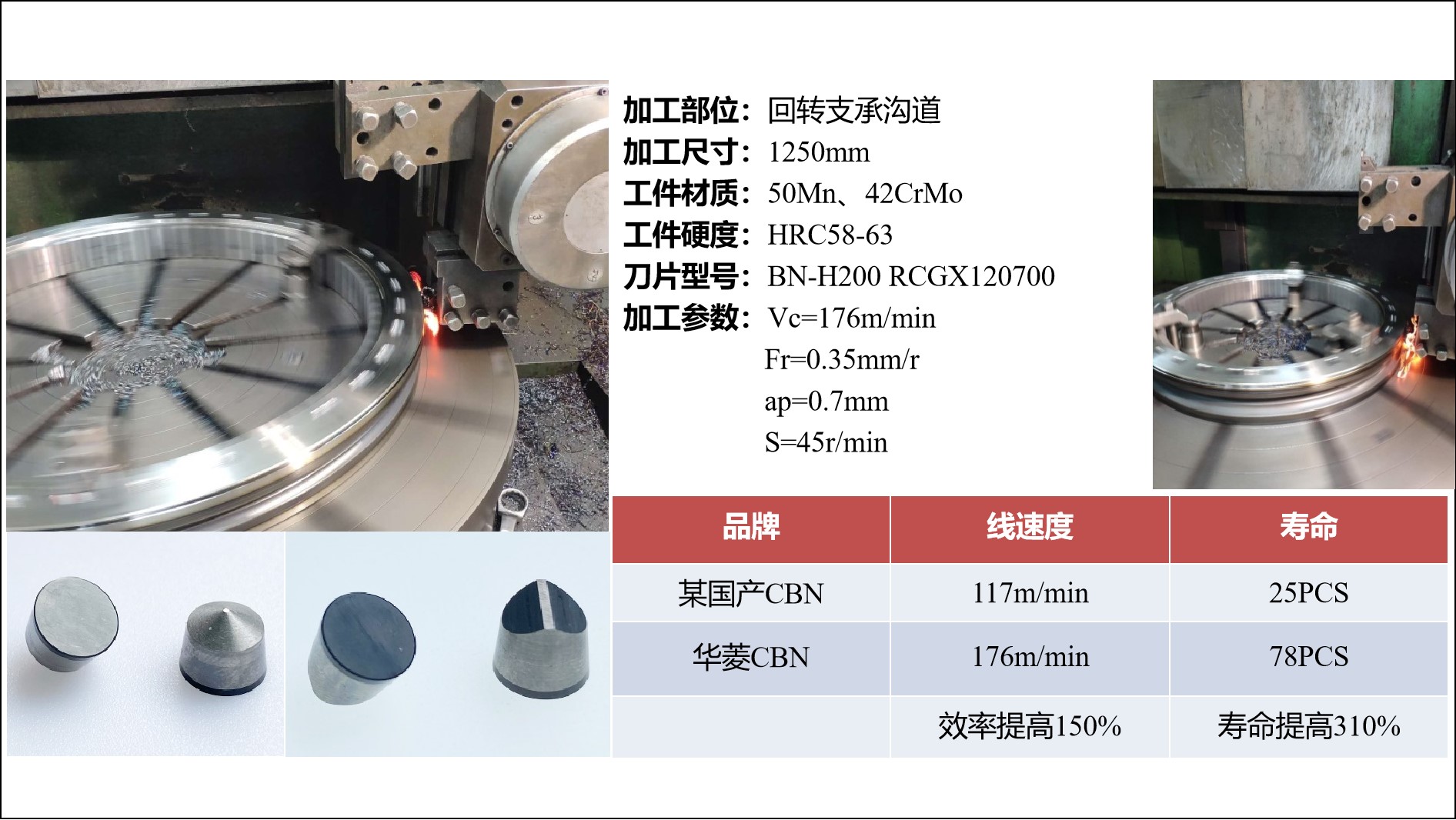
(3)工程机械单排回转支承轴承加工案例:加工的部位是回转支承轴承沟道,尺寸为1250mm。材质主要是50Mn和42CrMo,工件硬度达到HRC58-63。客户原使用的PCBN刀片线速度只能达到117m/min,刀具寿命也只能加工25件。华菱推荐使用BN-H200 RCGX PCBN刀片之后,线速度达到176m/min,加工效率直接提升了150%,刀具寿命更是提高了310%。