
联系我们
电话Tel
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
金刚石滚轮在设计、制造与使用中,这些问题必须注意!
来源:http://www.hlcbn.cn | 作者:华菱超硬 | 发布时间:22-11-11 | 次浏览
作为效率高、寿命长,成本低的砂轮修整工具,金刚石滚轮凭借其一系列的优点被广泛应用在机械加工中,但在金刚石滚轮的设计、制造与使用中,这些问题必须注意!

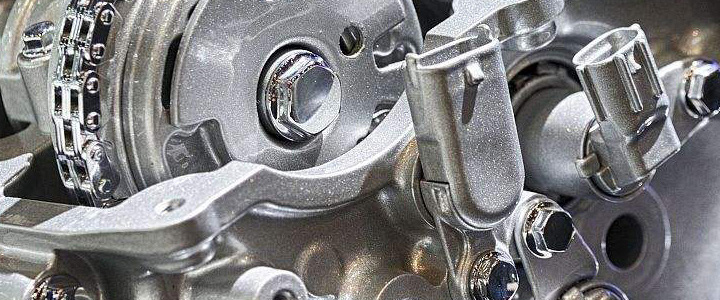
金刚石滚轮图示
1、金刚石滚轮的金刚石粒度要比被修整砂轮的粒度粗一号,还要选择金刚石颗粒尺寸接近一致,颗粒形状近似球形,常用粒度为36 # ~100 #。
2、通常采用滚轮与砂轮接触点处线速度方向同向、滚轮线速度与砂轮线速度之比( qd 值) 取+ 0. 3~ + 0. 7 较好,不得超过+ 1;修整时滚轮切入量以砂轮每转切入0. 5~1 μm 为宜,每次修整砂轮的总量应为0. 02~0. 04 mm;光修时间尽量压缩。
3、 金刚石滚轮的制造误差应小于工件公差的1/ 2 左右,滚轮孔与安装轴承的配合间隙为2~4 μm。
4、可采用天然或人造金刚石,人造金刚石必须采用高强度等级钻石,如磨钢专用金刚石SCD或高强度金刚石SMD。
5、滚轮制造时,一般精度的滚轮可用外镀法和烧结法,高精度和复杂型面滚轮应用内镀法制造,同时进行磨削修整。
6、金刚石滚轮修整砂轮时必须遵守快进(不能碰上砂轮) →慢进(按需要的切入速度进给) →光修→退出的动作程序,不得错步,否则滚轮寿命难以保证。
好了,以上就是金刚石滚轮在设计、制造与使用中应该注意的一些问题,如果您也有不同的意见或看法,欢迎一起交流、讨论~


