
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
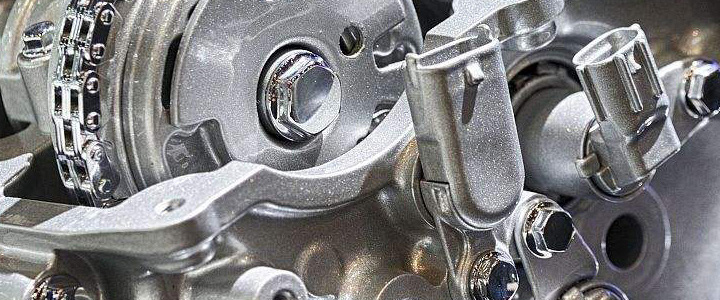
华菱PCBN刀片在硬车削中的性能展现
硬车削是指把淬硬钢的车削作为最终加工或精加工的工艺方法。淬硬钢通常指淬火后具有马氏体组织,硬度高,强度也高,几乎没有塑性的工件材料。

硬车削常见的零部件有齿轮,齿轮轴,传动轴,风电轴承,回转支撑轴承,轮毂轴承,滚珠丝杠,同步器,球笼万向节,三销轴,十字轴,淬硬模具等,常见工况有连续切削,轻微断续切削和强断续切削。

针对硬车削淬硬钢,华菱推出BN-H05,BN-H10,BN-H21,BN-H200,BN-S20五款材质。BN-H05材质用于连续切削工况,BN-H10材质用于轻微断续切削工况,BN-H21材质用于强断续切削工况,BN-H200专用于风电轴承硬车领域,BN-S20用于重载切削和热变形大余量切削工况。
对于硬车削工艺,华菱超硬提供四种刀片结构,分别是标准CBN刀片,涂层CBN刀片,加长刃CBN刀片和全贴面CBN刀片。
标准CBN刀片主要以复合式CBN刀片为主,切削刃长为2.2mm。
涂层CBN刀片是在标准CBN刀片基础上增加一个耐磨层,从而延长刀具寿命,提高生产效率。
加长刃CBN刀片相比标准CBN刀片切削刃更长,达到4mm,更适合大切深的重载切削。
全贴面CBN刀片是华菱超硬专门针对风电领域研制的一种全新的刀片结构,多刃口数量降低生产成本,可以更好的控制大直径风电轴承热后变形的尺寸精度。
硬车削工艺常用的CBN刀片型号有十二款,分别是:CNGA,DNGA,VNGA,TNGA,WNGA,CCGW,DCGW,VCGW,VBGW,TCGW,RNGN,RBGN,以上型号均可提供涂层服务。
同时针对硬度不均且需要同时加工的淬硬钢件,以及薄壁零件,华菱超硬可提供断屑槽CBN刀片,不仅可以有效抑制振动和振纹的产生,而且能够有效断屑,为加工提供切实有效的解决方案。
选择华菱超硬,让每一次切削都变得高效而精准。


