
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
堆焊、热喷焊材料车削刀具指南

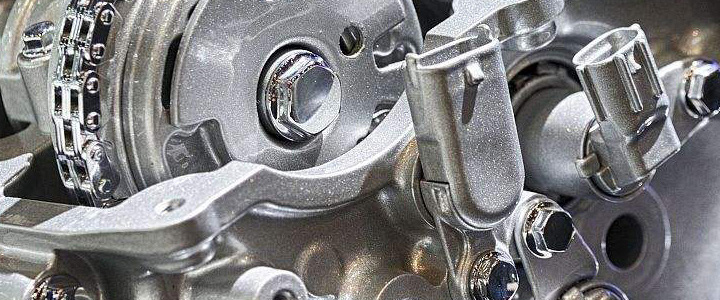
热喷焊和堆焊都是用于材料表面强化和修复的技术,其中热喷焊是一种通过高温热源将熔融或半熔融的材料喷射到工件表面形成涂层的技术。常用的热源包括火焰、电弧、等离子体等。而堆焊是一种通过焊接方法将填充材料熔敷到基材表面以形成一层堆焊层的技术。常用的堆焊方法包括电弧焊、等离子弧焊、激光焊等。热喷焊/堆焊常见的适用范围,如大型球阀,激光熔覆模具、轧辊,重型油缸活塞等。
经过热喷焊/堆焊后的工件表面硬度高,而且堆焊后的工件表面不太规则,对刀具的高温红硬性和抗冲击韧性有很高的要求,对此华菱超硬针对不同材料可提供硬质合金刀具、陶瓷刀具和CBN刀具三种刀具材料进行加工。
华菱超硬根据多年的实践经验总结出通过以下三方面判断选择出更适合的刀具材料。
1、刀具自身硬度与被加工材料之间硬度:刀具的硬度一定要大于被加工材料的硬度,硬质合金刀具,陶瓷刀具和CBN刀具从自身硬度来讲,从低到高是:硬质合金刀具<陶瓷刀具<CBN刀具。
2、刀具耐高温性和加工材料切削温度:刀具的耐高温性一定要大于被加工材料的切削温度,三种刀具从自身耐高温性来讲,从低到高是:硬质合金刀具<陶瓷刀具<CBN刀具。
3、刀具的抗冲击韧性与工况及加工面形貌:如堆焊材料修复后的工件表面不规整,高低不平,而且硬度高,形成了断续切削,对刀具的抗冲击韧性有很高的要求,三种刀具从自身抗冲击韧性来讲,从低到高是:陶瓷刀具<CBN刀具<硬质合金刀具。
(1)华菱超硬刀具加工喷焊球阀的案例参数
技术难点:
1.表面喷焊后硬度为HRC55-60,而且喷焊表面不规整,需要刀具不但具有高硬度,且需要一定的抗冲击韧性。
2.在切削时不能采用常规有负倒棱的CBN刀片,否则会剥落掉表面喷焊层。
机床:数控立车
加工对象:表面喷焊ni55、Ni60镍基合金
硬度: HRC55;HRC60
加工内容:喷焊层厚度:1.6mm,保留0.6mm厚度,加工切除掉1mm厚度。
华菱根据这一工况提供了独创的解决方案:BN-H10 材质断屑槽刀片,不仅解决了客户的加工难点,还提升了工作效率,得到了客户的好评。


