
联系我们
电话Tel
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
华菱PCD/PCBN车削刀具在硬质合金轧辊领域的应用和优势
来源:http://www.hlcbn.cn | 作者:华菱超硬 | 发布时间:23-08-14 | 次浏览
随着冶金钢铁行业自动化和智能化的发展,生产加工过程中对轧制速度和轧辊材质的要求也越来越高。碳化钨(WC)合金辊环是目前最硬的金属轧辊之一,常用于高速线材轧机加工中,其硬度可更是达到了HRA78-95,轧制速度也是非常的快75m/s以上,最高可达120~140m/s。
在轧钢过程中,轧辊一般可以分为粗轧阶段、中轧阶段、预精轧阶段、精轧阶段和减径辊等不同阶段。
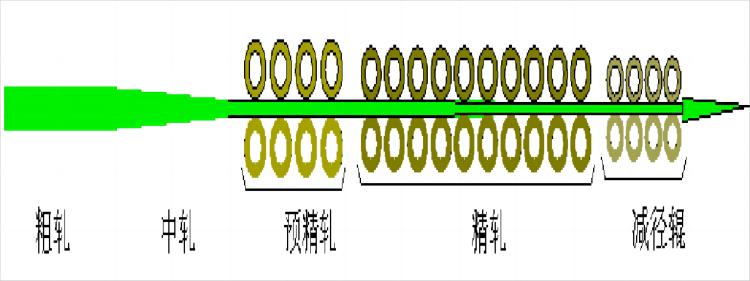
初中轧机一般有12至14架轧辊,大部分使用铸铁轧辊,最后两架轧辊可能采用硬质合金复合轧辊。预精轧机一般有2至4架轧辊,大部分使用硬质合金辊环。精轧机一般有10架轧辊,全部采用碳化钨辊环进行微张力的轧制。
下面是一些常见的轧辊类型,看看你能认出了几个:

在硬质合金轧辊的加工过程中,可以使用华菱的PCD旋铣刀、金刚石刻字刀和PCBN/PCD车削刀片。
PCD/PCBN车削刀具在硬质合金轧辊领域并非必需品,一般是根据用户使用的材质和负倒棱需求来确定的。在此我再重复一下:PCBN主要适用于HRA88以下的硬度范围,而PCD可以适用于任何硬度的硬质合金轧辊。
在硬质合金轧辊的车削案例中,可以选择华菱的BN-S300整体聚晶CBN刀具进行粗加工,但仅推荐用于HRA88以下的硬质合金轧辊。对于其他情况,则建议选择复合式PCD刀具进行加工,因为复合PCD刀具的硬度高于聚晶CBN刀具,使用寿命更长。

在碳化钨辊环的修复时BN-S300圆形刀片以Fr=1mm/r的进给速度进行加工,此牌号是仅有的适合粗加工硬质合金轧辊的CBN牌号。


