
联系我们
电话Tel
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
硬碰硬:华菱CBN刀片挑战高速钢,性能全解与案例实战
来源:http://www.hlcbn.cn | 作者:华菱超硬 | 发布时间:24-05-24 | 次浏览
引言:高速钢,作为一种具有高硬度、高耐磨性和高抗压强度的工具钢材料,在金属加工领域占据着举足轻重的地位。它广泛应用于制造各种切削工具、模具和其他高强度工具。本文将深入探讨华菱CBN刀片加工高速钢的特点,并通过具体案例来展示其在不同场景下的应用效果。
一、高速钢的加工特点

高速钢。一般简写作HSS,是一种具有高硬度、高耐磨性和高耐热性的工具钢,硬度一般在HRC65-HRC68; 它的主要用途是用来制作金属加工切削刀具、冷挤压模具及冷墩压模具、轧辊等;华菱积累了大量的成功案例和加工经验。
二、CBN刀片高速钢的加工案例
案例一:CBN刀片BN-S20加工高速钢轧辊案例

加工难点:(1)硬度高,(2)加工余量大(3)切槽切削阻力大(4)部分有断续切削冲击,刀片易崩刃。

华菱BN-S20刀片寿命是其他CBN寿命的2倍!
案例二:CBN刀片BN-H10加工粉末高速钢案例
加工难度淬火热处理后硬度HRC67-HRC65的粉末高速钢模具,用CBN刀片,上表面出现高温脱层磨损严重,只能加工1件。
华菱采用刀具材质BN-H10(能承受中等断续切削的刀具材质牌号),切削效果很好,并改为R1.6的刀尖圆弧,一个刀头加工3-5个工件,客户满意。
案例三:CBN刀片BN-H21加工进口高速钢的成功案例
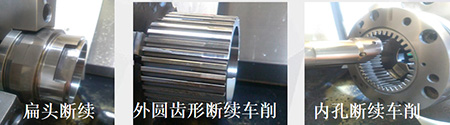
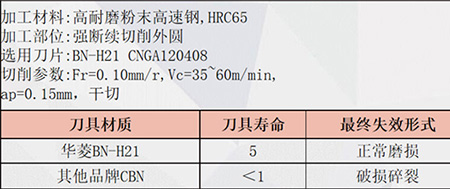
机 床:OKUMA 零件材料:进口高速钢(热后硬度HRC63-65)
加工难点:1.断续切削(如图齿型,扁头)如图2.尺寸公差极其严格0.005mm;
华菱经验总结:
1.加工超高硬度零件,且有断续切削工况严重的,切削速度不宜过大。2.如果尺寸公差小于0.01,一般需要冷却,否则尺寸热胀冷缩不稳定,BN-H21和BN-H10牌号CBN刀片可接受风冷或均匀充分的油性冷却液。


