
联系我们
电话Tel
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
+86 0371-67987978
传真Fax
+86 0371-67981990
邮箱E-mail
hualingchaoying@hlcbn.com
地址Add
郑州高新区长椿路国家大学科技园研发5B
单晶金刚石刀具细数研磨工艺
来源:http://www.hlcbn.cn | 作者:华菱超硬 | 发布时间:20-12-14 | 次浏览
金刚石刀具的研磨质量对各种加工条件都相当敏感,特别在研磨小刀刃楔角的金刚石刀具(如眼科手术刀、光纤切割刀和生物切片刀等)时尤其如此。因此,在研磨时我们注意哪些因素会影响到质量呢?
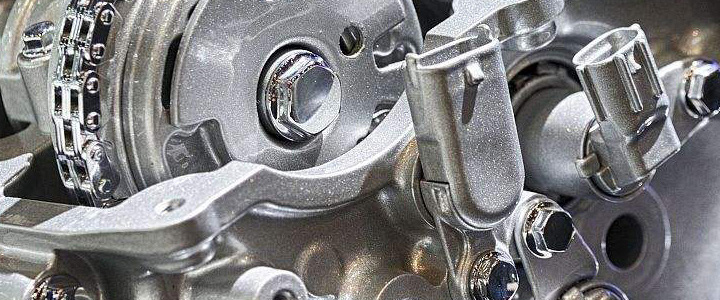
单晶金刚石刀具的制造工序一般包括选料、定向、锯割、开坯、装卡、粗磨、精磨和检验。将选定的金刚石原石经定向后沿最大平面锯割开,可得到两把刀具的坯料,这样既能提高金刚石材料的利用率,又可减少总研磨量。通过开坯可使刀具形状达到装卡(镶嵌或钎焊)要求。开坯和粗、精磨加工均采用研磨的方法。
金刚石的研磨加工在铸铁研磨盘上进行。研磨盘的直径约为300mm,由材料组织中孔隙的形状、大小和比例均经过优化的研磨金刚石专用高磷铸铁制成。研磨盘的表面镶嵌有金刚石研磨粉,其颗粒尺寸可从小于1μm直到40μm。粗颗粒的金刚石粉具有较高的研磨速率,但研磨质量较差,因此粗磨时一般采用粗粉,而精磨时则采用尺寸小于1μm的细粉。研磨前,首先将金刚石粉与橄榄油或其它类似物质混合成研磨膏,然后涂敷在研磨盘表面,放置一段时间使研磨膏充分渗入研磨盘的铸铁孔隙中,再用一较大的金刚石在研磨盘表面进行来回预研磨,以 进一步强化金刚石粉在铸铁孔隙中的镶嵌作用。研磨时,一般将被研磨的金刚石包埋在锡斗中,只露出需研磨的面。研磨时的研磨盘转速约为2500r/min,研磨压力约为1kg/mm2。
进一步强化金刚石粉在铸铁孔隙中的镶嵌作用。研磨时,一般将被研磨的金刚石包埋在锡斗中,只露出需研磨的面。研磨时的研磨盘转速约为2500r/min,研磨压力约为1kg/mm2。
金刚石的研磨与其它刀具材料的加工有很大区别,其研磨机理至今尚未得到令人信服的阐释,影响研磨质量的因素也是多方面的。


